
1气密性检查 机组在出厂前已完成气密试验,并充注0.03~0.05MPa的氮气进行保护。 现场按以下方法确定机组是否泄漏,如果未泄漏可免作气密试验。 1)、 机组内的压力为0MPa或压力低于0.03MPa,判定机组已泄露; 2 ...
1气密性检查
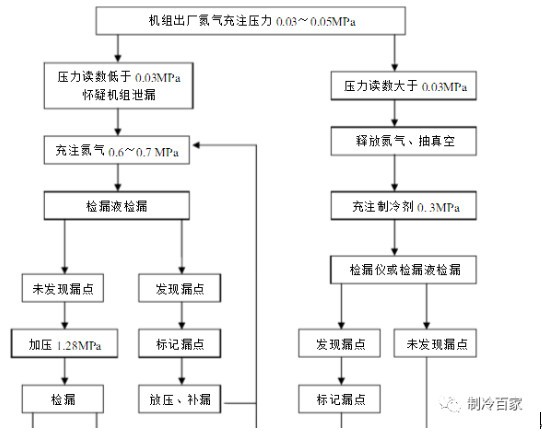
机组在出厂前已完成气密试验,并充注0.03~0.05MPa的氮气进行保护。 现场按以下方法确定机组是否泄漏,如果未泄漏可免作气密试验。
1)、 机组内的压力为0MPa或压力低于0.03MPa,判定机组已泄露; 2)、机组抽真空后充注制冷剂,用检漏液或电子检漏仪检漏。
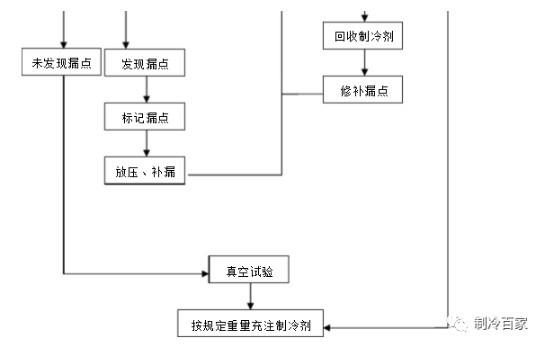
机组在检查时发现泄漏,应按以下流程进行气密试验:
1)、准备氮气,加气管及减压阀,对机组内充灌氮气,压力0.6~0.7MPa时,关闭进气阀,并用检漏液检漏,检查所有漏点。 2)、对漏点进行标记,泄压为零后查明原因并进行补漏。 3)、完成后再升压重新检查。严禁带压补漏。 4)、氮气升压至机组设计压力1.28MPa,检查并处理漏点。 5)、卸压 在确认机组无泄漏的情况下排放机组内氮气的,当压力排放在0.3MPa时,关闭蒸发器压力变送器阀门后继续排放至零。
2机组真空实验
机组气密试验合格后进行真空试验。
真空试验的流程如下:
1)、 将真空表接到机组上 2)、将真空泵与机组的制冷剂充注阀相连,要求泵到机组的接管尽可能短,直径尽可能大,以减少气流阻力。 3)、开启机组所有的内部隔断阀。 4)、 抽真空到绝压500Pa以下(工厂要求在绝压200Pa以下) 。保压2小时,回升≤200Pa (工厂要求≤100Pa)为合格。如果回升≥200Pa(工厂要求≥100Pa),说明机组有漏点或机组内湿度过大,此时应继续抽真空2小时以上重新保压。 5)、反复几次后仍不合格,重新进行气密试验并补漏。
加氟时机组真空度不应超过绝压500Pa 版权声明1、转载或引用本网站内容须注明原网址,并标明本网站网址(http://www.zhilengbj.cn)。 2、本网站所有视频、电子书、图纸等均来自网络,本站只做资料的收集和整理,方便同行学习,不做任何商用! 3、如果侵犯了你的权益,请发邮件至:coolgou1987@126.com,我们会及时删除侵权内容,谢谢合作!。 4、对不遵守本声明或其他违法、恶意使用本网站内容者,本网站保留追究其法律责任的权利。 5、资料来源于网络,由于内容太多,版权所有者没法联系到,如果你是版权者,联系我们给予一定的补偿!。 |

2021-06-13
2021-06-13
2021-06-13
2021-06-13

2021-06-13
 /1
/1 
Powered by 制冷空调学习 X3.4© 2016-2022 Comsenz Inc. 沪ICP备2021031592号-1 ( https://beian.miit.gov.cn) )























请发表评论